

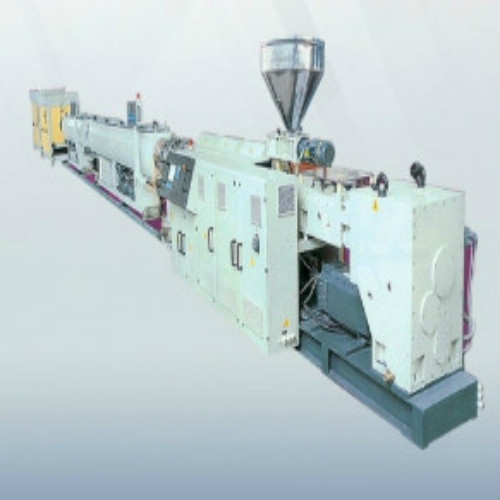
PVC異型材生產(chǎn)線擠出問題匯總;
⑴塑料管材外表面粗糙 調(diào)整工藝溫度:降低冷卻水溫,PE管最佳冷卻水溫為20~25℃,;檢查水路,,是否存在堵塞或水壓不足現(xiàn)象,;檢查機(jī)筒、機(jī)頭等加熱圈是否有損壞,;調(diào)整定徑套進(jìn)水流量,;咨詢原料供應(yīng)商,本批次原料參數(shù);檢查模具芯部溫度,,若高于口模區(qū)段溫度,,調(diào)低芯部溫度;清理模具,;
線")
⑵塑料管材外表面出現(xiàn)溝痕 調(diào)整定徑套出水壓力,,出水量要求均衡;調(diào)整真空定型箱內(nèi)噴嘴角度,,使管材冷卻均勻,;檢查口模、定徑套,、切割機(jī)等硬件是否存在雜物,、毛刺等;
⑶內(nèi)表面出現(xiàn)溝痕 檢查內(nèi)管是否進(jìn)水,,如進(jìn)水則將剛出口模的管胚捏牢,,使其內(nèi)腔封閉;降低模具內(nèi)部溫度,;清理并拋光模具,;
⑷管道內(nèi)部出現(xiàn)抖動環(huán) 調(diào)整定徑套出水,使其出水均勻,;調(diào)整二室真空度,,使后室真空度略高于前室真空度;檢查真空密封墊是否過緊,;檢查PVC管材生產(chǎn)線牽引機(jī)有否存在抖動現(xiàn)象,;檢查主機(jī)出料是否均勻; 管材外園尺寸超差 調(diào)整真空度大小可改變外園尺寸,;調(diào)整牽引速度可改變外園尺寸,;修正定徑套內(nèi)孔尺寸;
青島創(chuàng)潤塑料機(jī)械有限公司是塑料波紋管設(shè)備,、塑料波紋管模具,、雙壁波紋管設(shè)備、波紋管切割機(jī),、波紋管開口機(jī)等產(chǎn)品專業(yè)生產(chǎn)加工的公司,,擁有完整、科學(xué)的質(zhì)量管理體系,。青島創(chuàng)潤塑料機(jī)械有限公司的誠信,、實力和產(chǎn)品質(zhì)量獲得業(yè)界的認(rèn)可。歡迎各界朋友蒞臨參觀,、指導(dǎo)和業(yè)務(wù)洽談,。
 公司名稱:青島創(chuàng)潤塑料機(jī)械有限公司
公司名稱:青島創(chuàng)潤塑料機(jī)械有限公司
 聯(lián)系電話:138 5422 0678
聯(lián)系電話:138 5422 0678
 聯(lián)系電話:138 5422 0678
聯(lián)系電話:138 5422 0678
 公司傳真:86 0532 82218351
公司傳真:86 0532 82218351
 公司地址:山東膠州市三里河街道辦事處趙家小莊村西
公司地址:山東膠州市三里河街道辦事處趙家小莊村西
 關(guān)鍵詞:PVC異型材生產(chǎn)線,、波紋管生產(chǎn)線、塑料波紋管模具
關(guān)鍵詞:PVC異型材生產(chǎn)線,、波紋管生產(chǎn)線、塑料波紋管模具
 魯公安部備案號:37028102001088
魯公安部備案號:37028102001088





線")