

波紋管生產(chǎn)線的波紋管在成型時,,需要負(fù)壓抽吸,使管壁貼緊在成型模具的內(nèi)壁,,以實(shí)現(xiàn)更好的成型效果,,這就需要在成型模具上開設(shè)氣通道,以往技術(shù)中,,氣通道包括開設(shè)子模體上的上斜孔和下斜孔,、與上斜孔和下斜孔均相貫通的端面孔,端面孔沿軸向設(shè)置,,并且對應(yīng)子模體的內(nèi)壁對應(yīng)波紋位置周向向外延伸開設(shè)有通氣槽,,這些通氣槽也分別與對應(yīng)的端面孔相貫通,而由于通氣槽不能夠開得很深,,這就導(dǎo)致上斜孔和下斜孔比較靠近子模體的內(nèi)壁,,也就是說對應(yīng)不同波形和直徑的波紋管模具,都要單獨(dú)定制氣通道的結(jié)構(gòu),,導(dǎo)致成本較高,,費(fèi)時費(fèi)工。
針對上述存在的技術(shù)不足,,本實(shí)用新型的目的是提供一種波紋管成型模具,,其上的氣通道包括開設(shè)在扣合面上的連通槽、開設(shè)在子模體內(nèi)部的第一斜孔和第二斜孔、從子模體的內(nèi)壁面周向向外延伸開設(shè)的通氣槽,,無需開設(shè)軸向的端面孔,,這樣的結(jié)構(gòu)就不受波形的深度的影響,使得這樣的結(jié)構(gòu)可以批量定制,,進(jìn)而降低成本,。
為解決上述技術(shù)問題,本實(shí)用新型采用如下技術(shù)方案:
—種波紋管成型模具,,包括兩兩以其扣合面相扣合能夠?qū)崿F(xiàn)波紋管成型的子模體,,所述的子模體呈半圓柱筒狀且內(nèi)壁面為波紋狀的成型面,所述的子模體上開設(shè)有氣通道,,所述的氣通道包括從所述的子模體的成型面周向向外延伸開設(shè)的多個通氣槽,、開設(shè)在所述的子模體的內(nèi)部的多個第一斜孔、開設(shè)在所述的子模體內(nèi)部的多個第二斜孔,、開設(shè)在兩個所述的扣合面上的連通槽,、開設(shè)在所述的子模體的外壁面上的用于連接負(fù)壓源的抽氣槽,所述的連通槽分別與對應(yīng)的各個所述的通氣槽,、對應(yīng)的各個所述的第一斜孔相貫通,,所述的第二斜孔分別與對應(yīng)的所述的第一斜孔、所述的抽氣槽相貫通,。優(yōu)選地,,所述的第一斜孔的中心線與與之相貫通的所述的第二斜孔的中心線位于垂直于所述的子模體的軸心線的同一平面內(nèi),所述的第一斜孔大致位于所述的子模體的厚度方向上的中部,,所述的第二斜孔大致位于所述的子模體的厚度方向上的中部。
線")
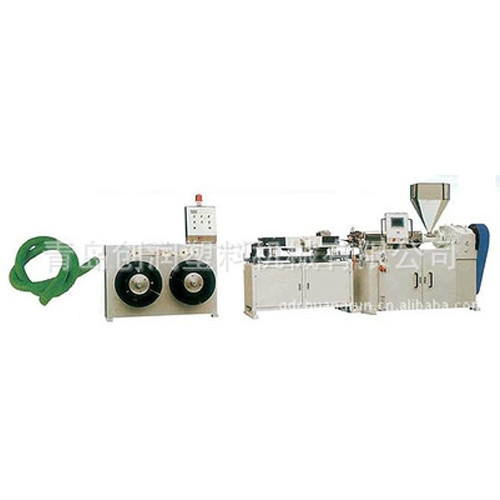
擠出部分是本機(jī)的主要工作部分,,用于塑化和擠出塑料,。機(jī)筒與螺桿采用氮化鋼采用38crmoal,塑料波紋管模具,,表面氮化處理,,具有較高的硬度和一定的抗腐蝕能力。螺桿的型式為混煉新型螺桿,,并帶有高效屏障加分流混煉元件,,螺桿尾部設(shè)有螺紋可供拆卸螺桿之用,并可根據(jù)原料性質(zhì)配備螺桿冷卻裝置,。機(jī)筒在進(jìn)料端內(nèi)孔開有縱向溝槽,,波紋管模具,能減少物料打滑,,使物料與螺桿形成絲杠螺母機(jī)構(gòu),,upvc雙壁波紋管模具,順利地推動物料向前移動,雙壁波紋管模具,,形成機(jī)頭壓力,;料筒與螺桿間隙符合國家標(biāo)準(zhǔn);在機(jī)筒外表面裝有鑄鋁加熱器及風(fēng)機(jī),,各段可單獨(dú)進(jìn)行自動控溫,。
青島創(chuàng)潤塑料機(jī)械有限公司是塑料波紋管設(shè)備、塑料波紋管模具,、雙壁波紋管設(shè)備,、波紋管切割機(jī)、波紋管開口機(jī)等產(chǎn)品專業(yè)生產(chǎn)加工的公司,,擁有完整,、科學(xué)的質(zhì)量管理體系。青島創(chuàng)潤塑料機(jī)械有限公司的誠信,、實(shí)力和產(chǎn)品質(zhì)量獲得業(yè)界的認(rèn)可,。歡迎各界朋友蒞臨參觀、指導(dǎo)和業(yè)務(wù)洽談,。
 公司名稱:青島創(chuàng)潤塑料機(jī)械有限公司
公司名稱:青島創(chuàng)潤塑料機(jī)械有限公司
 聯(lián)系電話:138 5422 0678
聯(lián)系電話:138 5422 0678
 聯(lián)系電話:138 5422 0678
聯(lián)系電話:138 5422 0678
 公司傳真:86 0532 82218351
公司傳真:86 0532 82218351
 公司地址:山東膠州市三里河街道辦事處趙家小莊村西
公司地址:山東膠州市三里河街道辦事處趙家小莊村西
 關(guān)鍵詞:PVC異型材生產(chǎn)線,、波紋管生產(chǎn)線、塑料波紋管模具
關(guān)鍵詞:PVC異型材生產(chǎn)線,、波紋管生產(chǎn)線、塑料波紋管模具
 魯公安部備案號:37028102001088
魯公安部備案號:37028102001088





線")